COLUMN
コラム
2024.01.10
ガラスと金属の気密接合における重要条件①
①熱特性の整合
ガラスと金属を接合する際、最も重要となるのは、接合する部材同士の熱特性の整合性です。
金属とガラスの熱特性の整合が取れていない場合、加熱接合時の膨張や冷却時の収縮による応力が発生し、その応力の大きさによってはガラス部品が破損します。また、接合直後に破損しなかったとしても、応力が残留した状態となりますので、使用環境の温度差や経年変化によってガラス部品が破損する可能性が残ります。
それでは、どういった点に注意すればいいのでしょうか?
平均膨張係数
まずは、接合する材質の平均膨張係数を比較します。接合する材質の平均膨張係数の差が、一定の値の範囲内にあることがポイントで、例えば、ガラス転移点が約450℃以上の硬質・軟質ガラスを用いるダイレクトシールの場合、接合する材質の平均膨張係数αの差は、α=±5×10-7/℃以内が望ましいということがわかっています。また、低融点シールガラスを用いた接合の場合、平均膨張係数の差はα=+5×10-7/℃~-15×10-7/℃以内が望ましく、さらに望ましくは、0×10-7/℃~-10×10-7/℃以内となります。
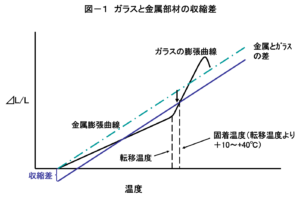
収縮差
次に、接合する材質の、ガラス転移温度およびガラス固着温度(ガラス転移点+20~40℃)から室温の範囲における収縮差を確認します。この収縮差を見るためには、熱機械分析装置(TMA:Thermo Mechanical Analysis)を用いて測定した膨張曲線を比較するのがわかりやすい方法です。金属の膨張曲線を固着温度までずらしてガラスの膨張曲線と重ね合わせる(図-1参照:緑の点線→青の実線)ことで、収縮差を視覚的捉えることができます。この膨張曲線の重ね合わせによって見えてくる幅=収縮差が、固着温度まで加熱して部材を接合し、室温まで冷却した時に発生する応力に繋がります。この収縮差が小さくなるような材質を組み合わせることで、残留応力を低減することが信頼性の高い接合を実現するポイントと言えるでしょう。
接合した部材のガラス部分の残留応力については、ポーラリメータ(偏光計:直交させた2枚の偏光板または鋭敏色板の間にガラスを入れ、ガラスの干渉縞を計測する装置)を用いて算出することができます。安全な残留応力の目安は6.7MPa以下です。