COLUMN
コラム
2024.11.13
プレス圧力と焼成時の収縮率の関係
今回は、グリーンシートを積層する際のプレス圧力と、焼成時の収縮率の関係についてご紹介します。
山村フォトニクスのグリーンシートは、焼成して基板にする場合、品種によって多少の違いはあるものの、XY方向で13%程度収縮します。
一般的に、セラミックスの積層基板を製造するプロセスは、複数枚のグリーンシートを積層・プレスしたあとに焼成炉へ投入して焼結する、という流れです。山村フォトニクスでは、WIP(Warm Isostatic Press:温間等方圧プレス)と呼ばれる、積層したグリーンシートを水没防止用のビニール袋等に入れたものをWIP装置の温水に投入して圧力をかけるプレス方式において、90℃以上、圧力35MPa、プレス保持時間30分を推奨条件としています。
しかしながら、装置によってはこの推奨条件に到達しない場合もあるかと思います。実際のところ、70℃程度、圧力20MPa、保持時間15分程度の条件でもグリーンシートの積層体を作ることは可能です。しかしこの場合、推奨条件の場合と比べ、収縮率とそのバラつきが大きくなります。
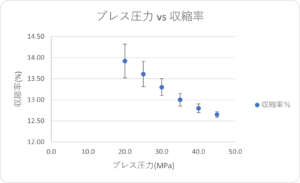
下記の図は、山村フォトニクスのグリーンシートを用いてプレス(WIP)圧力とXY収縮率の関係を測定したデータです。データが示す通り、プレス圧力が大きくなるほど収縮率が小さくなり、また、そのバラつきも小さくなります。推奨条件の35MPaの場合と、20MPaの場合のXY方向の収縮率を比較すると、前者が13±0.3%程度に対し、後者は13.9±0.5%程度となります。
グリーンシートは「生」の状態で供給するため、多少のロットバラつきがどうしても発生してしまいます。LTCC基板では、この圧力と収縮率の関係性をうまく利用し、プレス圧力を調整して積層体密度を調整することで焼成時の収縮率を調整し、ロット間バラつきの影響を低減しています。